-

中正(天津)不锈钢销售有限公司
主营:不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢工业管 - 13622035065

中正(天津)不锈钢销售有限公司
主营:不锈钢管,不锈钢无缝管,不锈钢焊管,不锈钢工业管 7
7

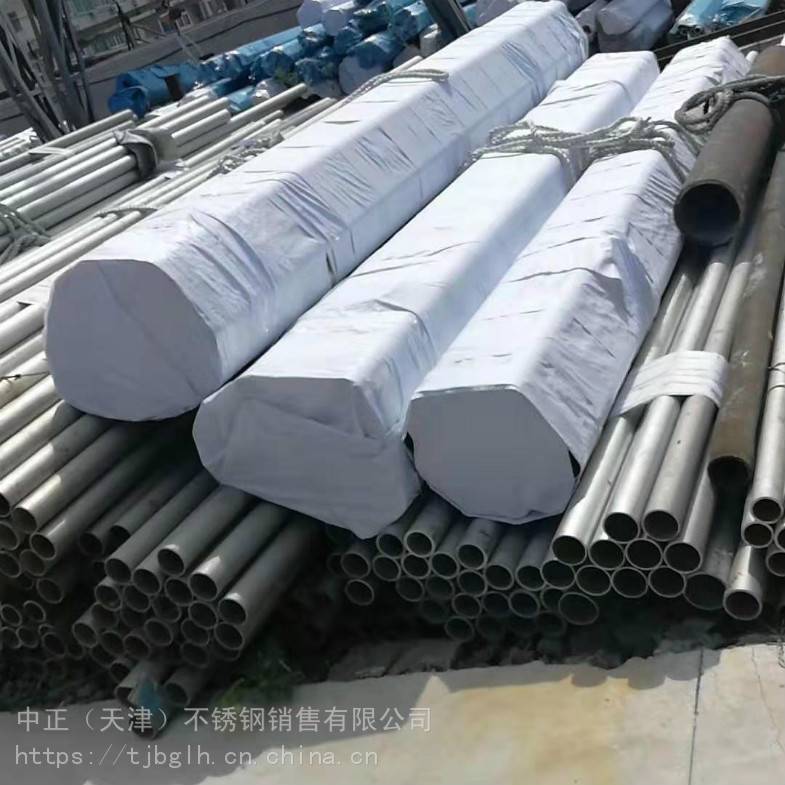
中正专业供应各种材质的不锈钢焊管,不锈钢无缝管,不锈钢卫生管!质量严格把关,一分价钱一分货!
焊接技术领域,具体地说,涉及一种不锈钢管道焊接方法。
背景技术:
现有技术中,采用实芯不锈钢焊丝(即没有药芯)进行不锈钢管道的焊接作业,通常是采用氩弧焊法进行打底层的焊接,并在焊缝背面(即管道内)充氩气防止焊接区域氧化。而填充层和盖面层则采取手工焊条的焊接手法,由于焊条长度有限,导致焊接接头多,还*产生焊接缺陷,例如气孔和夹渣。某些情况下,气孔会很密集,而夹渣可能会是条状夹渣。采用氩气来防止焊缝氧化,在气室中,氩气和空气处于混合状态,焊缝背面或多或少都有氧化和过烧的可能,而过烧和氧化都会降低焊缝的韧性和塑性,这会减少焊缝的使用年限,大大降低焊缝的质量保证。并且,受到许多焊接环境的影响,例如高空、狭窄环境空间等不利因素,氩气使用量和浪费量都很大,氩气的浪费量甚至可达到70%。
技术实现要素:
为解决以上问题,本发明提供一种不锈钢管道焊接方法,用于对具有坡口的不锈钢管道之间焊接,使用不锈钢药芯焊丝以管道圆周方向为焊接方向进行焊接,焊接过程包括以下步骤:打底层焊接,采用氩弧焊结合内填丝的方法,焊枪以在坡口两侧之间横向摆动的方式沿着焊接方向在坡口内移动,形成打底层;然后填充层焊接,采用CO2气体保护焊法,焊枪以在坡口两侧之间横向摆动的方式沿着焊接方向在坡口内移动,在所述打底层上形成填充层;然后盖面层焊接,采用CO2气体保护焊法,焊枪以在坡口两侧之间横向摆动的方式沿着焊接方向在坡口内移动,在所述填充层上形成盖面层。






304不锈钢卫生管锻造工艺在应用中的表现
304不锈钢卫生管就是奥体氏不锈钢常备用来制作610一下长期工作的锅炉和汽轮机配件,以及化工生产的多重零件,其锻造工艺特点是;
(1)304不锈钢在煤炉内加热时表面易渗碳,所以加热时应避免与含碳的物质接触,并采用氧化性的介质加热,以减少不锈钢的渗碳现象,防止晶间腐蚀。
(2)304不锈钢卫生管在低温时导热性差应缓慢加热,使锻温度不易过高,过高有形成g-相的倾向,同时晶粒亦较具长大,一般选取1150-1180度之间。
(3)坯料的表面缺陷在锻造加热前必须清除,以防止锻造时继续扩大,造成锻造报废。
(4)终锻温度不能太低,同时在700-900度缓冷会出现o-相,继续锻打将会产生裂纹。
(5)锻后采用空冷,而且还必须进行固熔处理。
304不锈钢的锻造温度范围
304不锈钢卫生管的始锻温度;一般不**过1200度,终锻温度;一般取825-850度,终锻温度主要受碳化物出敏感温度480-820度的限制,一旦洛终锻温度处于此温度范围内,就会由于碳化物,而增加了变形抗力,降低了塑性,从而导致锻造开裂。